
TZ-850B
一、机床主要技术参数
|
项目 |
内容 |
TZ-850B |
|
主轴部分 |
主轴锥孔(型号/安装尺寸) |
BBT30(加强型直联式主轴) |
|
主轴最高转速 |
20000rpm |
|
|
主电机功率 |
5.5Kw |
|
|
主轴鼻端至工作台面距离 |
150-570mm |
|
|
工作台 |
工作台尺寸 |
1000x500mm |
|
工作台承重 |
400KG |
|
|
T型槽(槽数x宽x中心距) |
5x18x90 mm |
|
|
三轴部分 |
X/Y/Z轴行程 |
800/500/420mm |
|
X/Y/Z轴滚珠丝杠 |
4016/4016/4016mm |
|
|
X/Y/Z轴线性导轨 |
35/35/35mm |
|
|
X/Y/Z轴电机联接方式 |
联轴器直联 |
|
|
X/Y/Z轴电机功率 |
2*2*3KW |
|
|
X/Y/Z轴快移速度 |
48m/min |
|
|
刀库部分 |
刀库形式 |
太阳式 |
|
刀库容量 |
21把 |
|
|
精度 |
定位精度 |
±0.005/300mm |
|
重复定位精度 |
±0.003/300mm |
|
|
重量 |
机床重量约 |
4200KG |
|
外形尺寸 |
长*宽*高 |
2400*2250*2650 |
|
备注:所有图片仅供参考,以实际交付为准;本公司产品在持续进行研究改进工作,上述资料若有变更,恕不另行通知。 |
||
二、主要配置
|
序号 |
主要零部件 |
品牌和说明 |
|
1 |
数控系统 |
日本原装三菱 (M80B) |
|
2 |
主轴和三轴伺服电机 |
日本原装三菱 |
|
3 |
主轴 |
台钲TAIZ |
|
4 |
滚珠丝杠 |
台湾银泰\上银 (C3级) |
|
5 |
丝杠轴承 |
日本NSK (P4级) |
|
6 |
导轨 |
台湾银泰\上银\德国INA (P级) |
|
7 |
刀库 |
台钲TAIZ |
|
8 |
机身铸件 |
高密度高强度树脂砂铸铁,和德国日本多品牌为同一厂家生产 (相同材质、工艺、时效处理方式) |
|
9 |
联轴器 |
日本NBK \台湾HW |
|
10 |
松刀缸 |
中日 |
|
11 |
机床钣金 |
台钲—美观型,机床顶部为全封闭 (采用2.0钣材,结实耐用) |
|
12 |
润滑系统 |
河谷\宝腾 |
|
13 |
内防护罩 |
爱派尔 |
|
14 |
电气元件 |
法国施耐德(高版本)和欧姆龙\和泉 |
|
15 |
手轮脉冲 |
东测\内密控 (日本高品质品牌) |
|
16 |
气动元件 |
亚德客\日本SMC (双重过滤水装置) |
|
17 |
冷却泵 |
常州洛克\合一 |
|
18 |
线材 |
赛洋\滨捷高柔线材 |
|
19 |
变压器 |
飞翔达 |
|
20 |
气管 |
千代田 |
|
21 |
水箱结构 |
循环双层过滤网双漏斗 |
|
22 |
机床主要螺丝 |
鹏驰 |
|
23 |
冲水方式 |
主轴跟随冲水装置 |
|
24 |
储气瓶 |
中威 |
|
备注:所有图片仅供参考,以实际交付为准;本公司产品在持续进行研究改进工作,上述资料若有变更,恕不另行通知。 |
||
三、机床特点
1)、整体概述
该机床全面充分体现了台钲机械在钻攻加工中心的金属切削方面拥有的丰富经验,该机床适应加工行业偏向精密、高效率的发展趋势,加工产品效率高、精度高,像电子通讯、纺织配件、汽车零部件、液压件等,适应各种行业最具挑战性的机械加工要求;该机床充分采用了最新的FEM(有限元分析系统)模拟优化的设计方法,机床总体的强度和刚性全面优化的基础上,实现了最佳的加工动态性能。是当今国际机械加工装备模块化设计和人体工程学设计的代表与典范,把机床工作区域的优化设计发挥到了极致,实现了人机和谐的高度统一。
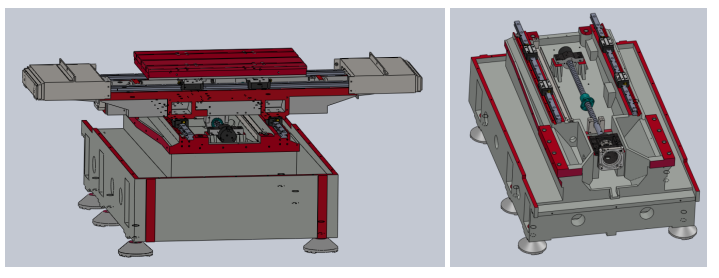
2)、机床总体布局
-
主轴与马达电机直接连接式设计,无皮带或齿轮之传动噪音、背隙、振动之问题,直接由马达轴输出之转速,可获得高品质的攻牙效果。主电机搭配低惯量马达,0-20000/rpm加速时间短,在高速攻牙换向时无时间滞后现象,避免拉牙。
-
三轴采用线性滑轨,采用完全支撑设计,可支撑重负荷,快速移动,确保定位精准。
-
机床底座、工作台、立柱、滑鞍、主轴箱等主要部件均采用铸件采用德玛吉和兄弟同一厂家同样的铸件,同样的配方高强度、高密度的树脂砂孕育铸件以及合理的布局,并经二次退火处理,极大的提高了机床的抗震性及精度的稳定性,适应高强度、高精度加工,永久确保品质。
-
铸件经由有限元素分析法电脑计算分析,合理的结构强度及加强肋的搭配,提供机械之高刚性。
-
21把刀夹臂式刀库,换刀时间可达2.4秒(临近刀)。


3)、设备主要零部件及相关简介
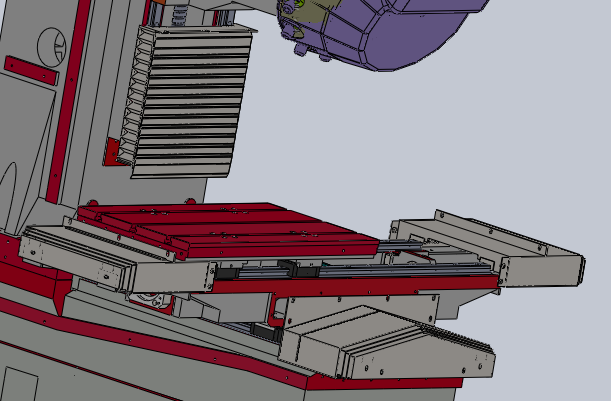
(1)底座
大跨距底座,导轨超同行业1.2倍,有效分散重力和加工承受力;鞍座悬伸短,大幅提高动态精度;Y轴马达后置设计还有利于缩短操作员与工作台的距离,适合上下工件,大幅提升加工便利性(如下图所示)。


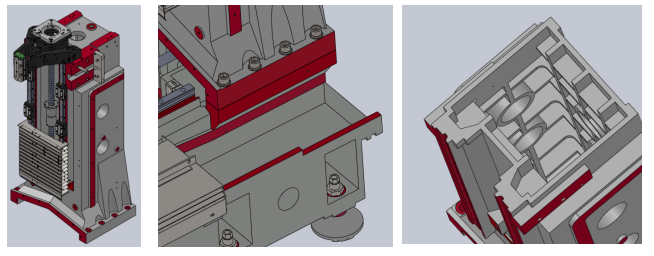
(2)立柱
(a)小人字形立柱对比一字型立柱,结构更加稳定,维修保养更加便捷。
(b)小人字形结构床身饭金防护及排屑系统设计更加成熟,从机械结构上避免钣金的安装漏水问题。
(c)使用8颗M20螺丝来固定,有效的提升立柱刚性,避免加工时产生的震动,在重切削时更加稳定。
(d)井字型筋骨结构同时加粗加大,使床身钢性大幅度提高,加工时稳定性更强,同时延长机床的使用寿命。



(3)主轴箱
主轴箱与立柱接触比采用最佳接触比设计,加上短鼻端台湾主轴成就了台钲机床更强大的切屑能力。可完成钻、铣、攻、镗孔等工序。


(4)高精度、高性能、高稳定性精密主轴
(a) 主轴组采用台湾专厂生产,具有高精度,高性能。主轴抓刀是靠主轴上的蝶形弹簧,以拉紧力通过四瓣爪式拉刀机构作用在刀柄的拉钉上,是刀具与主轴锥孔紧密配合来实现抓刀的,注该类主轴用日本NSK最好轴承;此类主轴无需增加油冷机,也可以使得主轴温度始终处于35°C左右,确保主轴寿命及精度。(注明:此产品在2015年9月验证,主轴18000rpm、20000rpm等高转速在夏天长时间运转5天,主轴温度相差2℃,2016年至今出货均未配油冷机,主轴很稳定)
(b)使用低惯量主轴马达,加速时间短,0-20,000 rpm需要时间短暂, 马达效率高,加、减速快,降低背隙问题,提高攻牙速度与质量。直结传动主轴,无皮带主轴之噪音、震动问题,机床具有主轴定向功能。


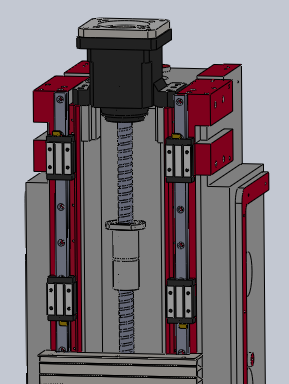
(5)Z轴最强刚性设计
(a) Z轴丝杆上轴承采用加大型号马达座和电机设计,保证其加工力矩。
(b) 主轴箱采用大规格线性滑轨设计,确保能发挥Z轴整体刚性性能。

(6)滚珠丝杆和线性滑轨
为了保证机器的刚性及耐用度,台钲机械钻攻加工中心系列机型采用的滚珠丝杆、线性滑轨均大于同行业1.28倍以上,让您的使用更放心,机器寿命更长。



(7)切削冷却系统
机床应配备刀具及加工零件的冷却系统,有足够数量的喷嘴,流量可调。
(8)机床防护
机床的床身导轨(XY轴)采用不锈钢伸缩同动伸缩钣金;立柱导轨(Z轴)采用风琴式加盔甲式防护;机床整机采用全封闭防护,以防铁屑及冷却液飞溅,使操作者在安全舒适的环境下工作。
(9)机床外观
机床整机钣金外观设计与机床配色简洁大方,科技感十足;机床采用超高的开门设计,改变传统钻攻中心由于机床小而钣金设计非常小巧而给人产生的压抑感;超大开门设计,不仅使操作人员在装卸工件时毫无狭窄感,即便是第四轴的进出与安装也大有余地;120公升超大水箱,大倾斜角排屑槽,后方排屑设计,无论冷却水量开至最大都不会断流,更不会造成机床漏水。
(10)润滑系统
(1)三个坐标轴承采用脂润滑方式。
(2)滚珠丝杠副均采用自动稀油润滑方式。
(3)X、Y、Z坐标导轨为直线滑动导轨,有自动控制的润滑点,润滑油经分流后定时定量润滑导轨副。
(11)配电方面
除了机械设计方面,台钲机床也同样注重电气方面的设计,数控系统采用了独有的光纤通讯方式,即大大提高了数据通讯的速度,又大为减少了配线数量,使电气柜内更整洁。


(12)机床的工作条件
本机床超额线电源为三相四线制 3—380V 50HZ;
电源电压允许波动值: ±10%
电源频率许波动值: ±1%
机床必须用单独电缆进行安全接地,接地电阻要小于4欧姆。
气源:0.6~0.7Mpa
使用机床厂房环境温度范围10~35℃,相对湿度40~75%,大气压强86~106Kpa,空气中粉尘浓度不得大于10mg/m3,不得含酸、盐和腐蚀气体。
机床安装在远离震源、热源和热流,其震动为0.5G以下(G为重力加速度)车间里。
(13)四、五轴联动分度盘(选配)
四轴、五轴联动分度盘为可选附件,蜗杆蜗轮采用硬质合金制造,分度精度高、性能稳定(左图为四轴联动分度盘,右图为五轴联动分度盘)。


(14)优良的加工条件及良好的生产环境
进口卧式加工中心、立式加工中心、数控镗床(旋转工作台) 及龙门导轨磨床,有效的保证了工件的各项精度,大幅地提高了装配精度,以及精度的持久性。

(15)先进的检测手段
以镭射进行定位精度检验及最佳补正,采用严格的德国VDI3411检验规范(来回检验各5次)

(16)严格的加工测试
每台机床在出厂前都要经过严格的加工侧试,保证其都能接受实际加工的考验和达到相应的加工精度要求。




四、安装调试及验收
1.机床运抵买方工厂3日内,买方通知卖方。卖方在接到买方安装通知后,立即派工程技术人员到买方使用现场免费对设备全套系统进行安装调试和人员培训。
2.在合同签定以后,买方可在机床到位之前派人到卖方工厂进行5天左右的实地培训,差旅食宿费自理,在卖方工厂免费培训。
3.安装调试之前,由买方和卖方所派人员共同开箱,按合同数量及装箱单清点。
4.机床各项精度指标按装箱单提供之精度检验表进行检验,检验方式依据国际ISO标准。检测结果发生争议时,由中国机床检测中心进行复检,其间由买方对机床封存保管,买方开机使用视为验收合格。
5.机床各项精度指标均达到规定指标后,买卖双方签署机床验收报告即完成机床验收程序。
6.推荐用油和油脂表
|
使用部件 |
名称 |
容量 |
牌号 |
厂家推荐 |
备注 |
|
注油器 |
导轨油 |
4L |
68# |
壳牌通拿TonnaT68 或长城HG68 |
当油位低于最低液位线时加注 |
|
切削液箱 |
水基切削液 |
330L |
/ |
美孚242,安美SF19 1SF309 |
当液位低于最低液位线时添加,具体使用请向制造商洽询 |
|
切削液箱 |
油基切削液 |
330L |
/ |
德威胜DW-812, 安美C13B/LX-C13 |
当液位低于最低液位线时添加,具体使用请向制造商洽询 |
|
要求:使用中的切削液,请按照制造商的指示,对PH、原液与稀释水的混合程度、稀释水的盐分浓度、切削液的调换频度进行适当的管理。如使用推荐外的切削液和导轨油,充分注意使用方法及条件,根据冷却液和导轨油等组合后的相互作用,有时会引起丝杆,导轨润滑不良、渣滓生成,严重时会出现主轴、丝杆导轨、工作台、轴承等部件生锈,使其耐久性降低,因此使用前请向生产厂商仔细确认。 |
|||||
五、人员培训
我公司专业培训人员为客户提供全方位、多层次的培训,确保机床操作人员熟练掌握机床的基本操作与维护。
|
培 训 安 排 |
||
|
培训位置 |
客户工厂 |
深圳市台钲精密机械有限公司 |
|
培训时间 |
安装调试完毕后 |
合同生效后 |
|
培训周期 |
1 天 |
不超过 5 天 |
|
培训内容 |
现场操作、维护保养培训 |
数控系统操作、机床保养、常见故障的判断和处理、一般编程 |
|
培训费用 |
期间的差旅费及食宿费用由卖方自理 |
差旅费和食宿费用由买方自行承担 |
|
其他 |
买方免费提供工作午餐 |
卖方免费提供工作午餐,培训前和卖方进行预约 |
六、售后服务承诺
1.自验收合格之日起,机床主机负责保修12个月。保修期间,如设备出现故障或需要进行技术咨询,我公司郑重承诺,我公司在接到买方通知后,半小时内响应,2-12小时内赶到现场(特殊区域24小时到),终身维护。
2.在三包期内,我公司确保在第3个月和第9个月派技术人员对设备进行维护、检修和保养。而且定期走访用户,以解决用户在使用过程遇到的各种问题。
3.保修期过后,我公司对设备提供有偿终生维修技术服务。
4.用户若有疑问或机床出现问题时,可随时拨打 18898726555 服务热线,我公司竭诚为您服务。
5.售后投诉电话13510533664郭先生,对我公司售后人员服务态度和其它方面不满意,大家可随时来电!




